智造赋能
数创未来



第21届
亚太国际塑料橡胶工业展
The 21th Asia Pacific International Plastics and Rubber Industry Exhibition
2024年7月10-13日
青岛世博城国际会议展览中心

00
00
关于亚太橡塑展
12
12
+大
展馆
110,000
110,000
+平方米
展出面积
1800
1800
+家
参展商
130000
130000
+人次
参观观众
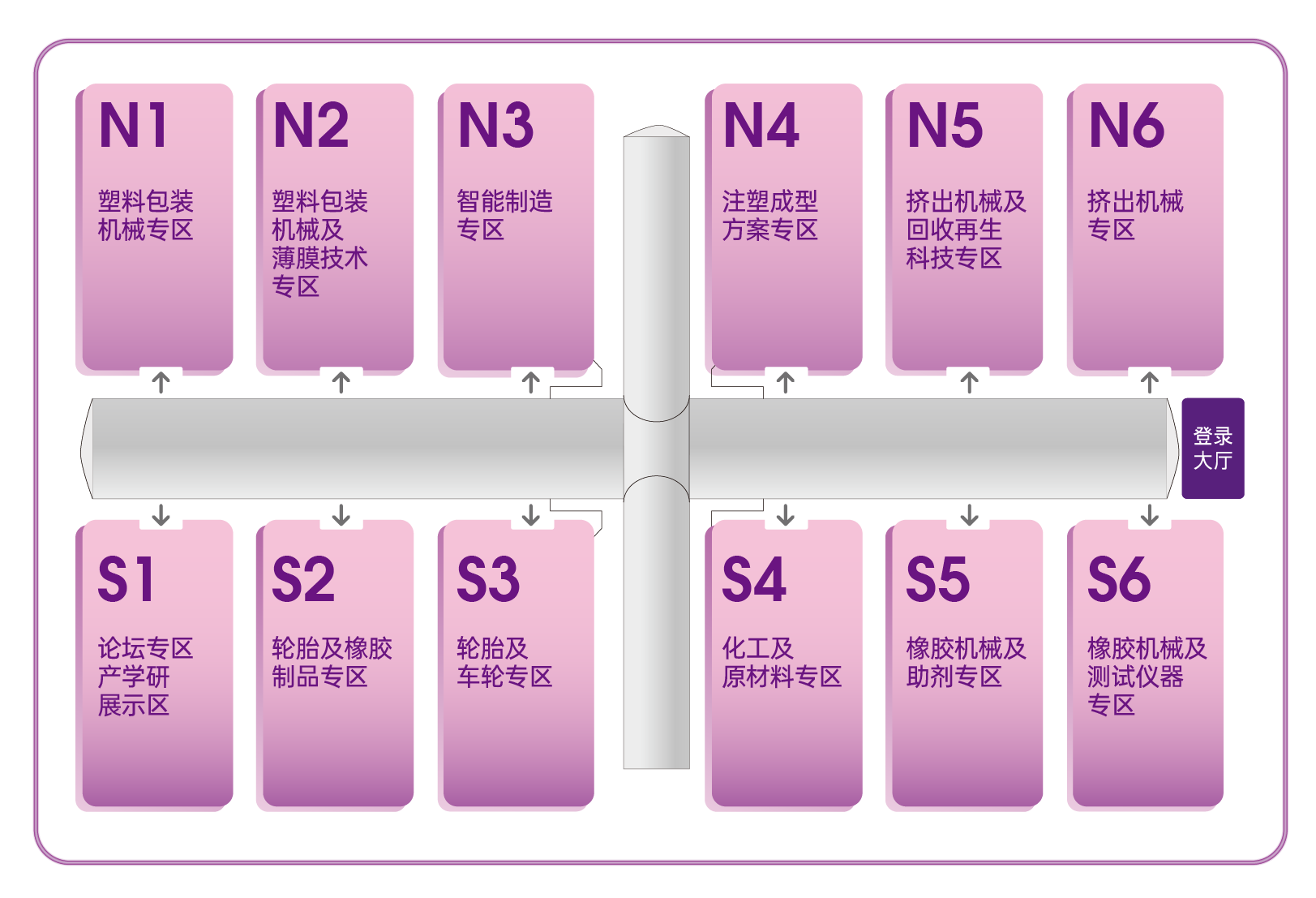
2024第21届亚太橡塑展规划12大展馆,110000平米展出面积,汇聚1800+全球优质供应商,紧贴市场需求优化展会布局,深化国际供需合作,打造国际橡塑产业盛会。亚太橡塑展将持续借助区位优势和产业经济发展优势,依托强大的资源聚合力和媒体宣传为世界塑料和橡胶行业提供创新驱动力、为橡塑科技供应商拓展中国及亚洲市场提供绝佳平台。
展会优势
展会优势
AP-RubberPlas

-
N1
塑料包装
机械专区 -
N2
智能制造专区
-
N3
注塑成型
方案专区 -
N4
注塑及吹塑成型方案专区
-
N5
挤出机械
及薄膜技术专区 -
N6
挤出机械
及回收再生科技专区
-
S1
复合印刷
设备与技术专区 -
S4
橡塑材料专区
-
S5
橡胶机械
及制品专区 -
S6
橡胶机械
及测试仪器专区
-
S2
轮胎及橡胶制品专区
-
S3
轮胎及车轮专区
登录
大厅
大厅
2600






















































会议活动



新闻中心
更多新闻